Trommelvulkaniseringsmiddel erdenøkkelutstyr i produksjonen av gummiplater, transportbånd, gummigulv, etc. Produktet vulkaniseres og støpes ved høy temperatur og høyt trykk. Kjernekomponentene inkluderer hovedvulkaniseringstrommelen, trykkstålbeltet, drivrullen, strammerullen, etc. Stålbeltet spiller rolleninoverfører trykk og varme i vulkaniseringsprosessen, og er en viktig komponent for å sikre produktkvalitet.
Nedbørsherdede rustfrie stålbelter som er mye brukt i trommelvulkaniseringsmaskiner har utmerket ytelse: det mest representative er Mingke MT1650, hvor 1650indikerer at strekkfastheten til destålis1650 N/mm²martensittisk rustfritt stålBasert på tverrsnittsarealet til stålbåndet kan vi beregne den ultimate strekkfastheten til stålbåndet. Strekkfastheten til stålbåndet er kun en referanseverdi, og strekkfastheten det bærer er direkte relatert til levetiden. I tillegg er den faktiske driftstiden til stålbåndet, typensav produserte produkter og det daglige vedlikeholdet av stålbåndet er alle faktorer som påvirker stålbåndets levetid.
Med utviklingen av teknologi har MT1650 martensittisk rustfritt stål fra Mingke blitt brukt i moden bruk i trommelvulkaniseringsmaskiner, noe som ikke bare når produksjonsnivået i Europa, men også har flere økonomiske fordeler. Mingke MT1650 utfellingsherdende rustfritt stål er et lavkarbon utfellingsherdende martensittisk rustfritt stål basert på krom.,nikkel,kobber. Den bruker hovedsakelig sine høye styrkeegenskaper, god korrosjonsbestandighet, og er ikke lett å deformere under varmebehandling, og opprettholder høy styrke til temperaturen er omtrent 316 °C. Samtidig har stålbelte god reparasjonsevne.Ddetaljert ytelse er som følger: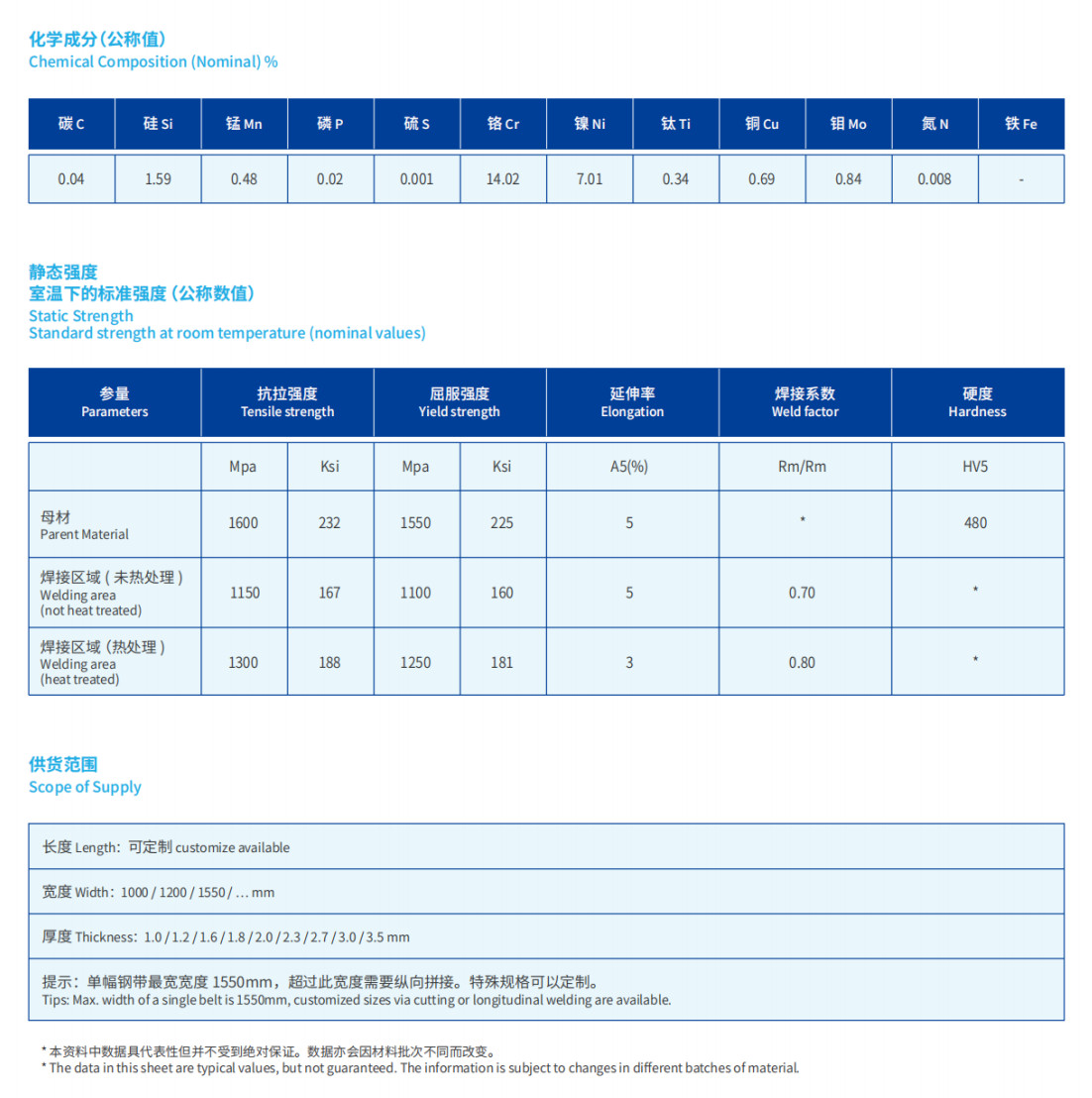
SammenlignettoInnenlandsk ståltrådsnettbelte, valg av stålbelte har følgende åpenbare fordeler:
1) Stålbeltet har lang levetid, høy temperaturbestandighet, er ikke lett å forlenge, og vedlikeholdet er enkelt og praktisk, mens ståltrådsnettbeltet må limes på nytt på kort sikt, og nettbeltet er lett å forlenge;
2) Overflatekvaliteten på produktene produsert av stålstrimmelen er god, og flatheten og glattheten kan nå de høye kravene til prosesseringsnøyaktighet;
3) Det er ingen limprosess i stålbeltet, og utstyret kan i utgangspunktet opprettholde 24 timers kontinuerlig drift, med høy produksjonseffektivitet;
4) Overflaten på stålstrimlen kan oppnå høy prosesseringsnøyaktighet for å møte behovene til produkter av høy kvalitet;
5) Stålbeltet er enkelt å vedlikeholde, og delen kan fjernes ved å grave og reparere, og erstatte den med en ny lapp. Store områder kan kuttes av i lengderetningen og sveises på nytt til en ny seksjon med stålbeltet.
6) Den lille bulensav stålbeltet bruker metoden med varmekrymping, noe som kan forbedre flatheten betraktelig.
7) Hvis stålbeltet har langsgående deformasjon langs hele stålbeltet, finnes det ingen god vedlikeholdsmetode. Med mindre langsgående skjøteteknologi med kompleks prosess tas i bruk, er kostnadene for en kompleks prosess høye.
Hvordan bruke stålbeltet bedre?
Brukere av stålbelter er svært bekymret for levetiden til stålbelter. Vi har oppsummert følgende punkter knyttet til levetiden til stålbelter, i håp om åhjelpdu forstår stålbeltene våre bedre.
Fførst, vil stålbeltet bli utsatt for for mye belastningviljepåvirke levetiden.
Hva er den beste belastningen for stålbeltet? Jo mindre belastning stålbeltet tåler, desto lengre levetid har det selvsagt, noe som bør kombineres med brukernes behov for å produsere gummiprodukter. Generelt sett, med tanke på bruken av MT1650 stålbelte i DLG-7For eksempel justerer de fleste produksjonsbrukere verdien på den hydrauliske måleren til omtrent 15–20 MPa for 00X1400-utstyret til Shanghai Rubber Machinery No. 1 Factory. I tillegg vil de spesifikke verdiene også variere på grunn av de forskjellige diametrene til de hydrauliske sylindrene som brukes av trommelvulkanisatoren for å støtte forlengelsesrullene. Kontakt utstyrsprodusenten for de spesifikke verdiene som er angitt i den hydrauliske tabellen til trommelvulkanisatoren.
For det andre tror mange brukere at jo tykkere stålbeltet er, desto lengrelevetidenfør du kjøper det, noe som egentlig er en misforståelse. Selv om det tykke stålbeltet tåler støtet fra harde gjenstander i materialet og ikke lett produserer store groper, har det tykke stålbeltet en stor bøyningskurveradius, som er mer følsomt for utmattingsskader forårsaket av gjentatt bøying, og bøyespenningen er større, så det tykkere stålbeltethar kanskje ikke lengre levetid.
I tillegg er det ikke tilrådelig å justere trykket umiddelbart til verdien som kreves for produksjonen etter installasjon av stålbeltet, og trykket bør gradvis økes til normal drift. Temperaturen på stålbeltet bør også gradvis økes for å redusere den indre spenningsdeformasjonen forårsaket av termisk utvidelse og sammentrekning, og varmeinnretningen bør ikke startes når vulkaniseringsapparatet slutter å gå.
Til slutt, hvis følgende betingelser er oppfyltblir ikke lagt merke tilUnder bruk er stålbeltet også utsatt for skade:
1) Alvorlig skade på stålbåndet forårsaket av feil bruk. Hvis gummimaterialet delvis overlapper hverandre, vil fremmedlegemer som vedlikeholdsverktøy komme inn i trommelvulkaniseringsmaskinen, noe som resulterer i lokal deformasjon av stålbåndet og etterlater spor på overflaten av produktet.
2) Vedlikeholdsintervallet er for langt, og overflaten på stålbeltet bør rengjøres hver uke.
3) Dårlig kvalitet på vulkaniserte råvarer. Dette skyldes hovedsakelig overdreven lokal belastning forårsaket av harde fremmedlegemer i råmaterialet.
4) Utstyret fungerer ikke som det skal. For eksempel kan avvik i stålbeltet forårsaket av forskjellige årsaker føre til at stålbeltet rufser.
5) Kanten av stålbåndet danner enskarpvinkel, som forårsaker spenningskonsentrasjonen og sprekker
6) Stålbeltet er dårlig rengjort,medfremmedlegemer som fester seg til den indre overflaten av stålbeltet
7) Gummiproduktet er smalere enn bredden på stålbeltet, og kanten av det vulkaniserte gummiproduktet utøver kraft på samme posisjon av stålbeltet over lengre tid.
8) Amplituden til den manuelle justeringsrullen er for stor, eller trommelvulkaniseringsmaskinen justeres ofte
Noen relevante beregninger om trommelvulkaniseringsmaskiner
1. Trommeldiameter og lengde
Trommelvulkaniseringsmaskinen fullfører oppvarming, trykksetting og vulkanisering av produktet på vulkaniseringstrommelen. Derfor er diameteren og lengden på vulkaniseringstrommelen en av de mest representative parameterne.
- De vanlige spesifikasjonene for hovedtrommelens diameter er 350, 700, 1000, 1500 og 2000 mm. Diameterforholdet mellom hovedtrommelen og slavetrommelen er: D0 = 2/3D, og slavetrommelen D0 bør ikke være for liten, ellers vil det påvirke trykkbåndets bøyetretthet. D0 er for stor, maskinen er klumpete og upraktisk å betjene. Basert på analysen ovenfor er diameteren på hovedtrommelen D for ståltråds hengende limtrykkbånd, D=700~1000 mm, passende.
- For tynne stålstrimler er D=1500~2000 mm passende. Lengden på hovedtrommelen,
- Basert på bredden på det vulkaniserte produktet, bør man samtidig ta hensyn til stivhetsproblemet. Derfor bør ikke forholdet mellom lengde og diameter være for stort. Generelt er L/D=1~3 passende.
For det andre, lengden og tykkelsen på trykkbeltet
- Trykketbelteer hovedkomponenten for å sikre produktets vulkaniseringstrykk, og bredden bestemmes av den maksimale bredden på det vulkaniserte produktet.
- Trykkets lengdebelteberegnes i henhold til vulkaniseringsstrukturen, og når lengden L avtar, øker trykklevetidenbelteavtar proporsjonalt.
- Tykkelsen på trykkbeltet påvirker også direkte strekkfastheten, bøyestyrken og utmattingslevetiden til stålbeltet. Derfor vil det direkte påvirke trommelvulkaniseringens ytelse om det er egnet eller ikke.
- Den beregnede optimale verdien for δ er:
δ =(PDD0 /2E)1/2
δ – tykkelsen på trykketbeltecm
P-vulkaniseringstrykk kg/㎠
D-Vulkaniseringstrommelens diameter cm
E-Elastisitetsmodulen til stålbeltet kg/㎠
D0 – Minimumsrulldiameteren som trykkbåndet passerer gjennom, vanligvis cm i diameter på de øvre og nedre justeringsrullene eller strammerullene
3. Beregning av stålbeltets spenning
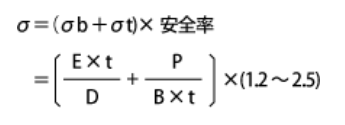
E: Elastisitetskoeffisient (kgf/mm2)
P: Stålbeltespenning (kg)
D: Remskivediameter (mm)
B: Stålbeltebredde (mm)
T: Tykkelse på stålbelte (mm)
For eksempel, Shanghai Rubber nr. 1 fabrikkstandard liten trommel svovel, liten trommeldiameter på 400 mm, stor trommeldiameter på 700 mm, sylinderdiameter på 100 mm. Trykket er 20 MPa. Størrelsen på stålstrimlen er: 7650 * 1,2 * 1380 mm, så beregningen er: bilde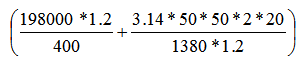 = 783,61 (mindre enn flytegrensen på 1100 MPa ved sveisen)
= 783,61 (mindre enn flytegrensen på 1100 MPa ved sveisen)
σ bør være lavere enn styrken til den sveisede posisjonen til stålstrimmelen
Hvis du har spørsmål eller trenger mer informasjon, er du velkommen til å kontakte oss ~
Publiseringstidspunkt: 11. mars 2025